The Elara NS CNC milling machine is widely used in the watch industry for the manufacture of various custom watch parts.
The strong base and carriages allow Elara to machine not only soft metals such as brass and gold, but also harder materials such as titanium and stainless steel.
Elara can perform both traditional 3-axis milling with a fixed workpiece directly attached to the X-table, as well as more complex 4-axis automatic reversing with an optional swivel head.
Along with the available standard workpiece holders and clamps, NS CNC has a great ability to manufacture special workpiece holders at the request of the customer.
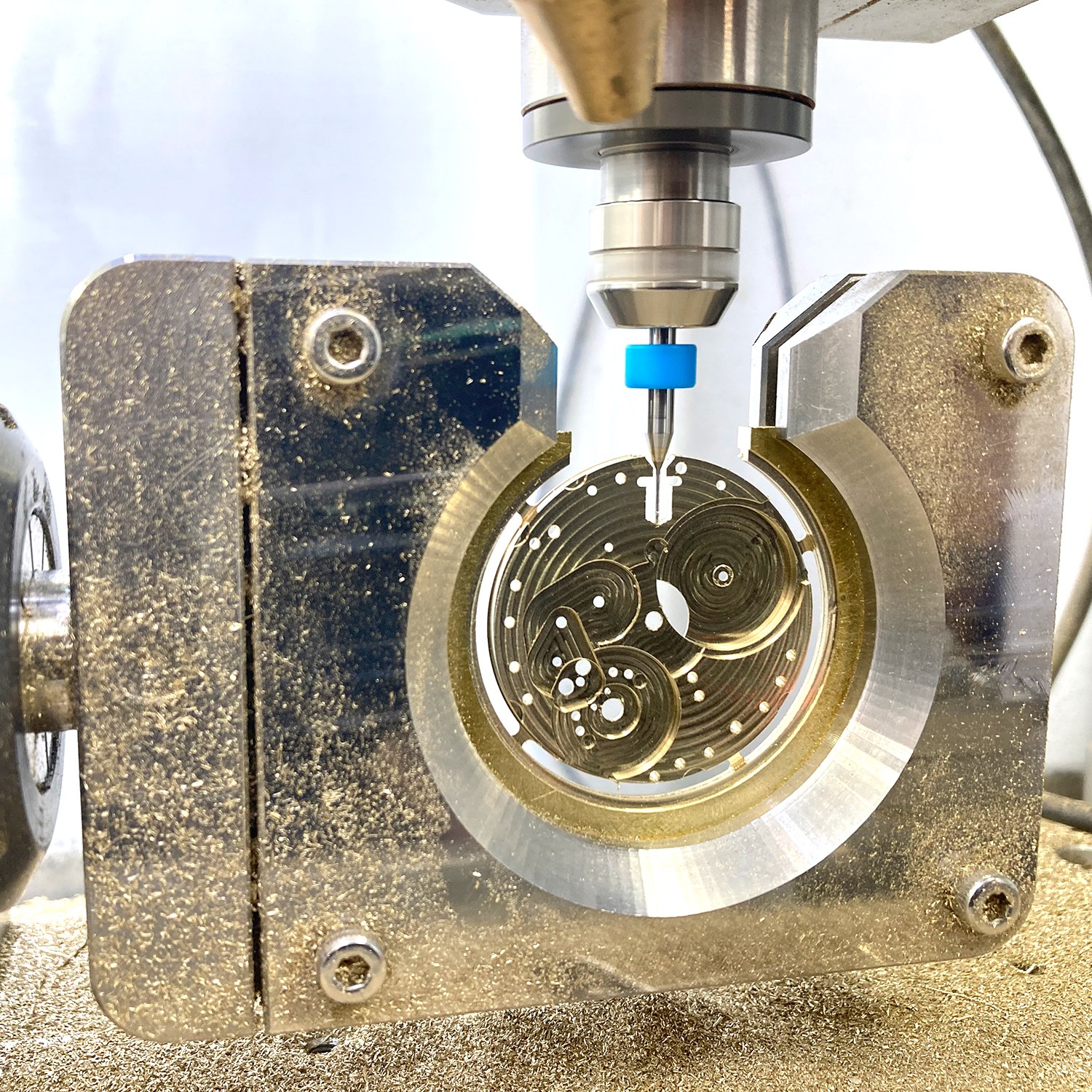
The NSCNC Elara mill is a very accurate CNC for the watchmaker
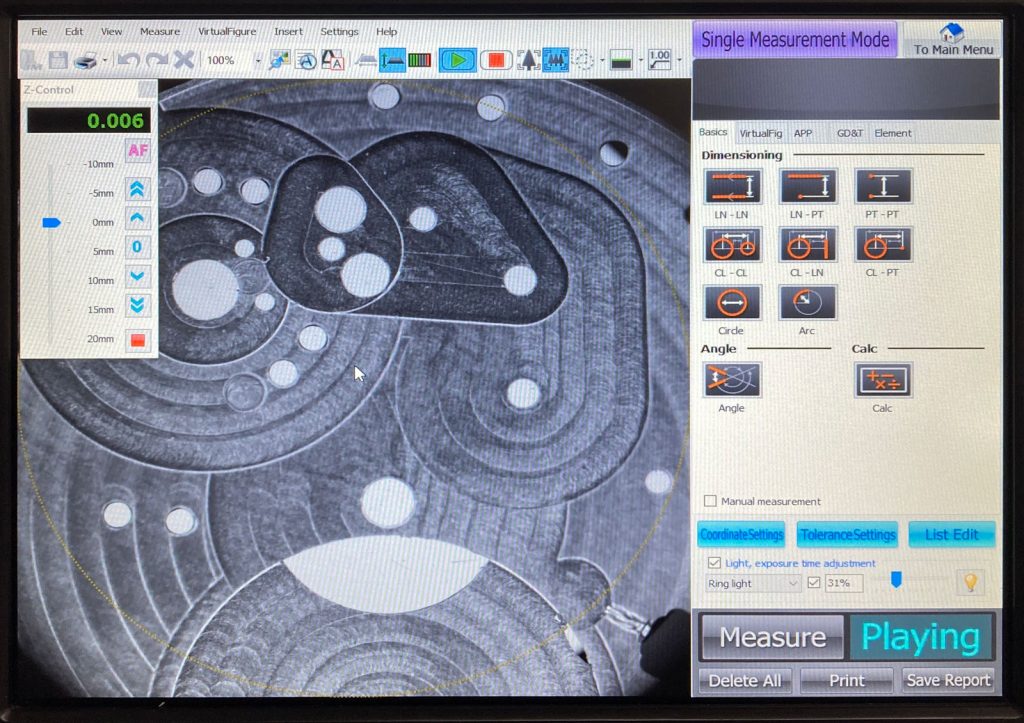
“Shown in the photo is the main plate for the Roysdon Model 1. The mainplate was machined on the Elara and the hole placement (between the third wheel and escape wheel) was verified on a Keyence CMM.”
“The first part was machined on a less precise CNC resulting in an incorrect distance of 3.6074 mm, while the second part was machined on the Elara with the correct dimension of 3.6230 mm (see photo). The error of 0.0156 mm is unacceptable for watchmaking. CAD, CAM, CNC, and CMM are all performed by Roysdon Watch Co.”
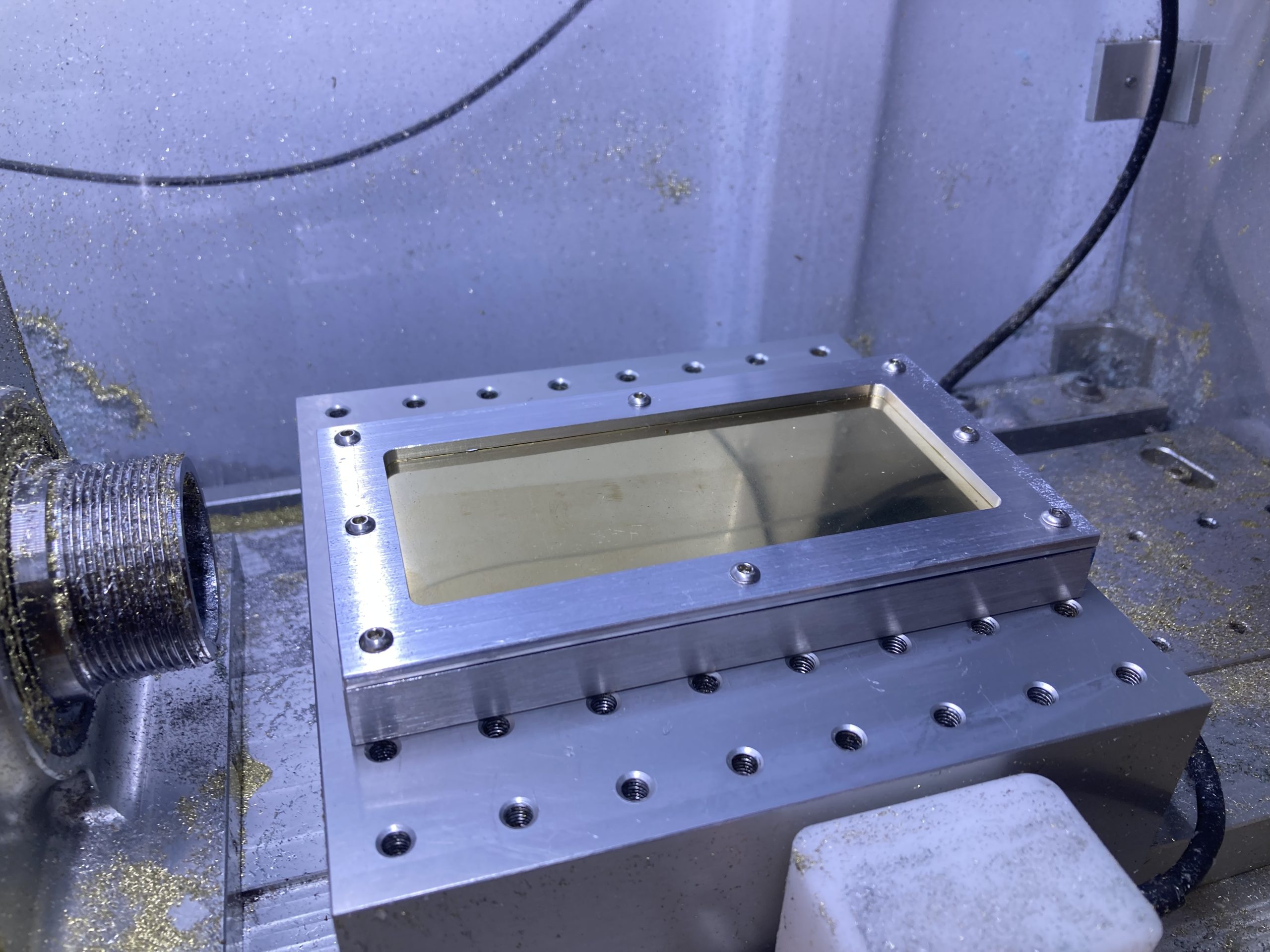
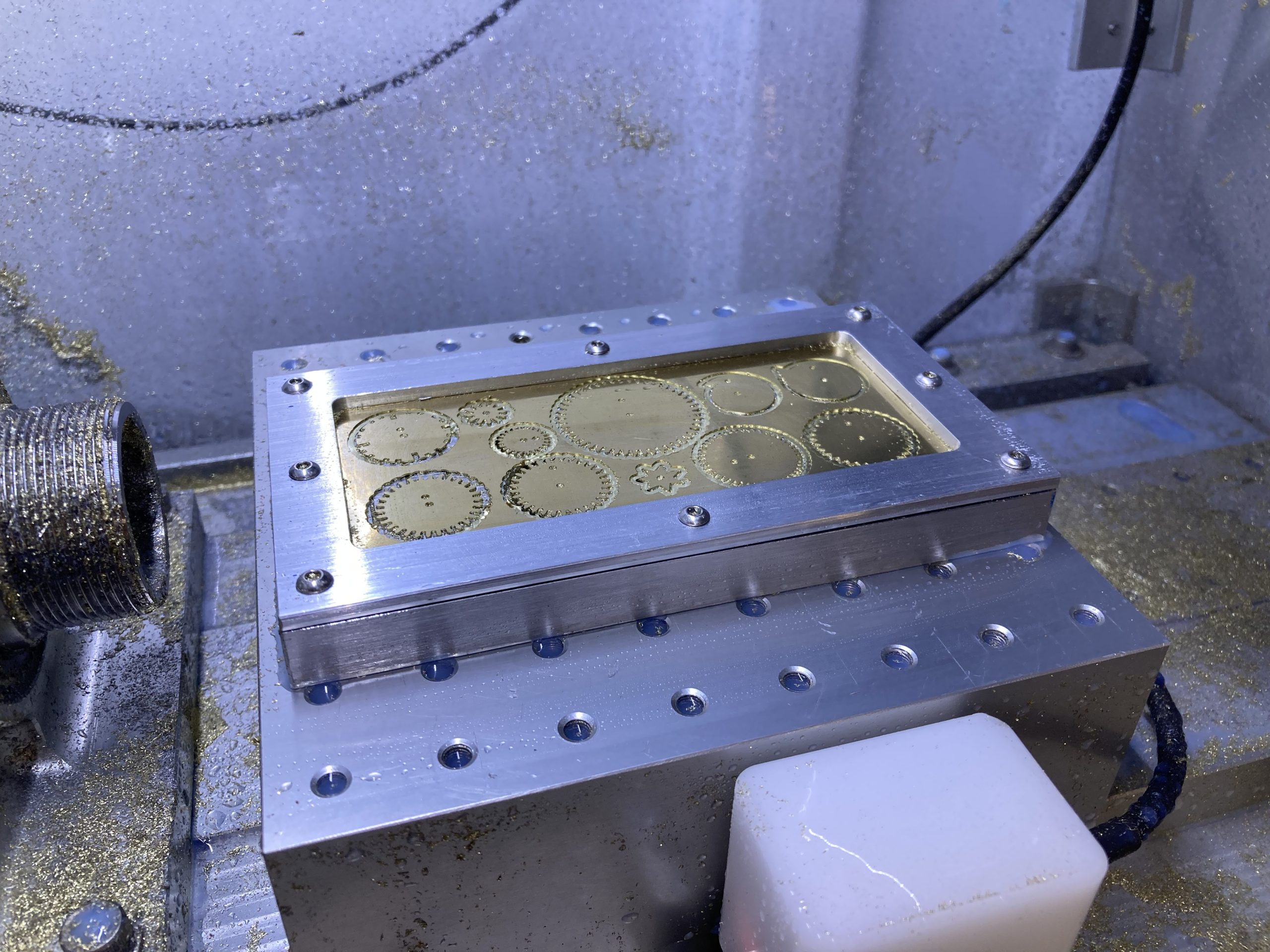
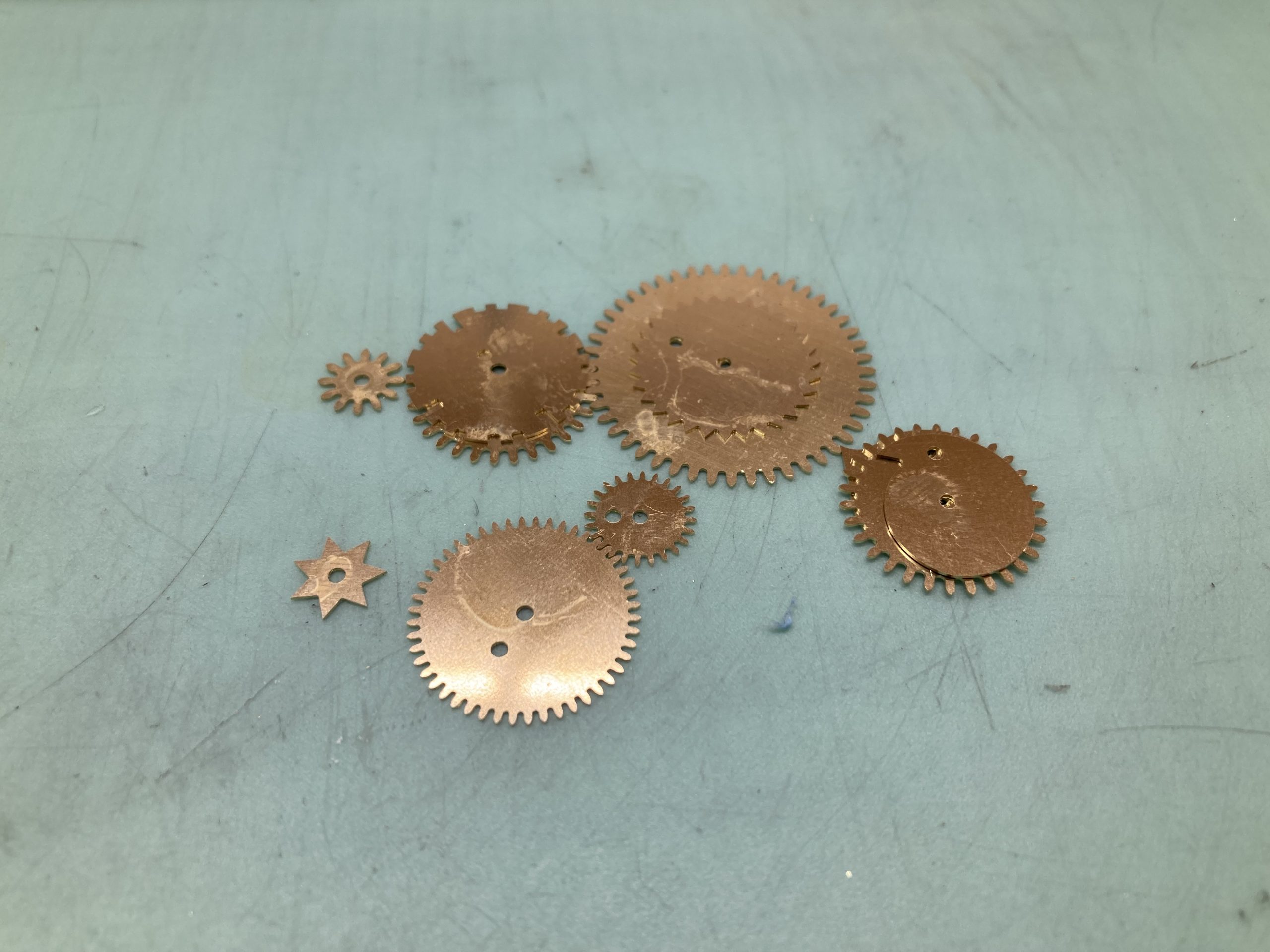
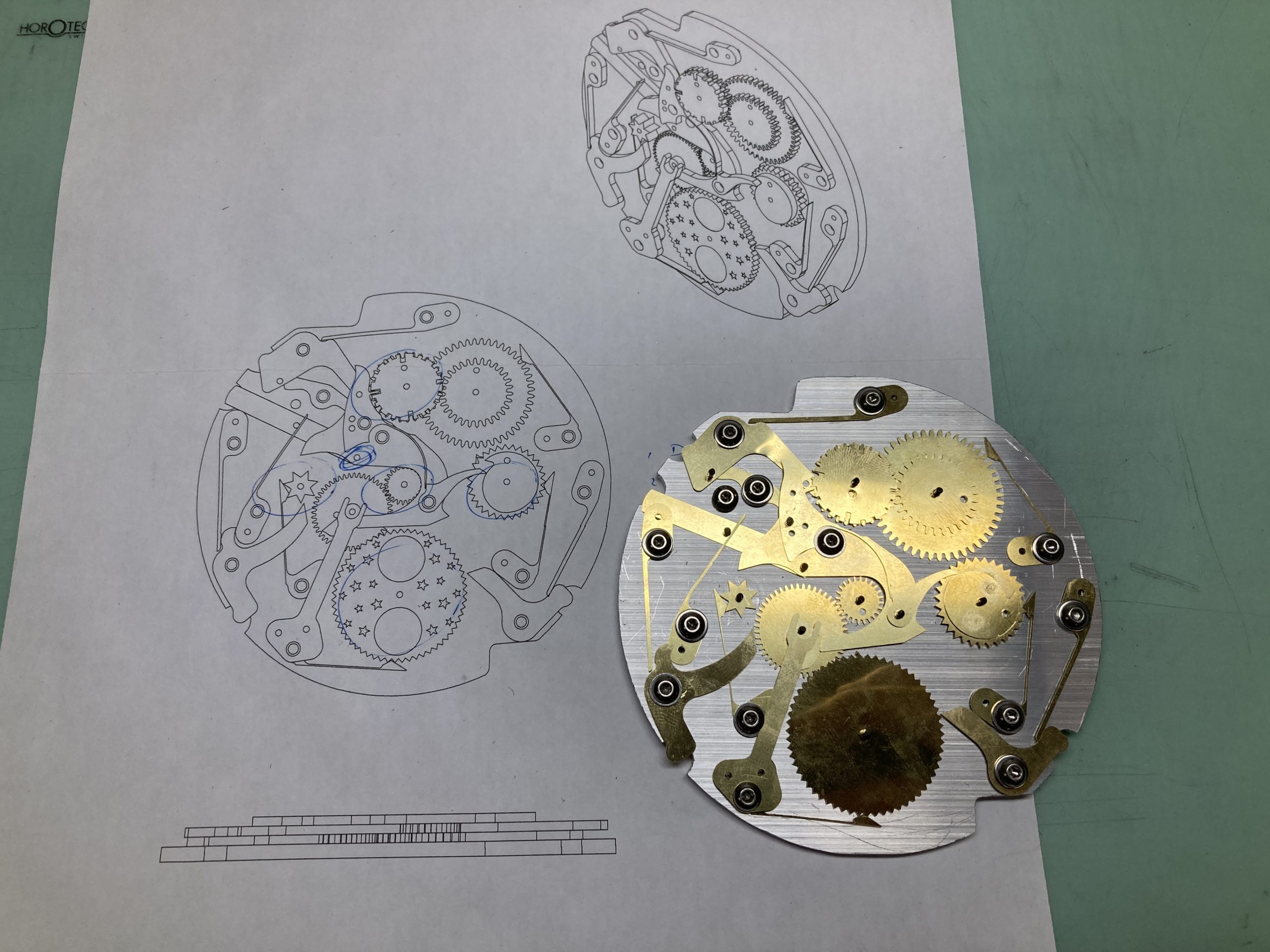
“This Perpetual Calendar prototype is a great example of complexity, with 78 components that sit atop a standard mechanical watch movement, e.g., the Model One movement. Based on the 1920’s Dubios Depraz design, this study was performed at 2x scale to evaluate each rotational part (e.g., wheels, pinions, cams) and their influence on the progression of months of different lengths, as well as the critical leap-year month of February. This prototype was designed in Fusion360 and machined on an NSCNC Elara Mill and Boley F1 Lathe. This will soon be included in the Roysdon Model 3.” www.roysdonwatchco.com
Fixtures that are needed
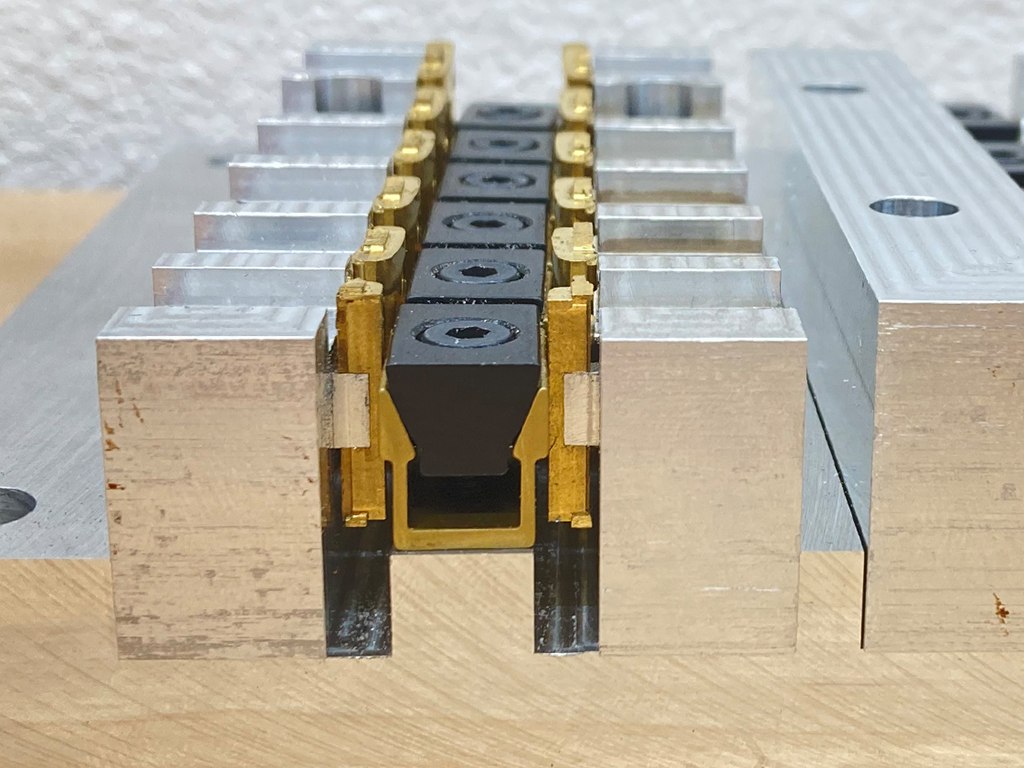
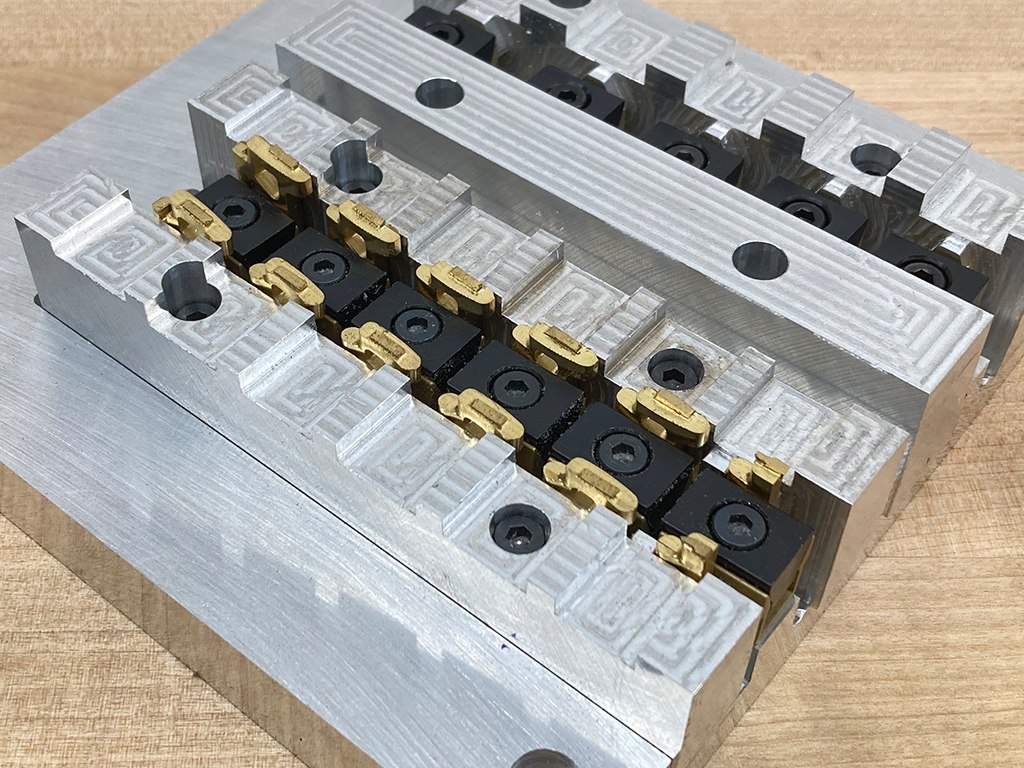
“The Roysdon Model 2 is well underway, but there are some specialized fixtures that are needed. For example, while the top and bottom of the bracelet is machined on an Elara CNC mill, a 4th axis operation is required to drill the holes for the screws that connect each link. This 4th axis fixture is used for the following operations:
ball-mill and endmill finish-pass on the right and left side of each link
endmill finish-pass on the front and back of each link
drill the holes for the screws that connect each link (top video)
drill the holes for the spring bars in the clasp (middle video)
drill the holes in the clasp retainer (the part that keeps the clasp closed)
mill the holes for the clasp release buttons (bottom video)
This fixture took 2 months to design in Fusion 360 and over 100 hours to machine on the NSCNC Elara Mill.”