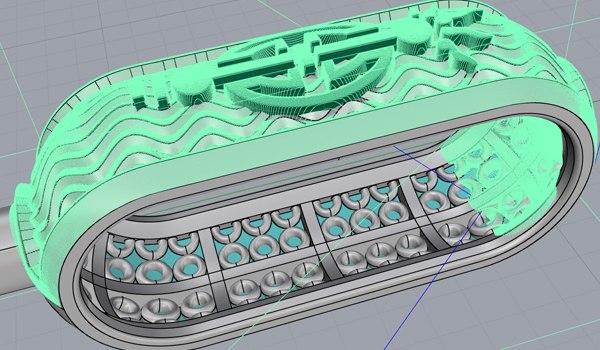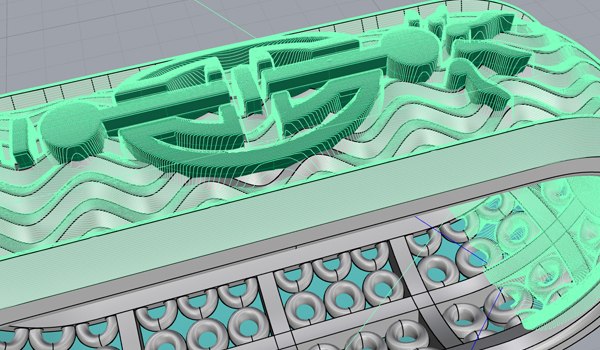
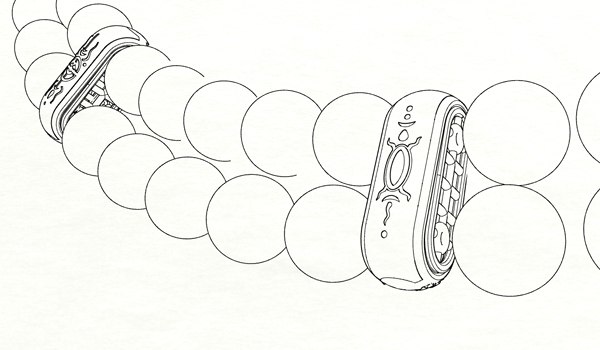
3D Rendered Model
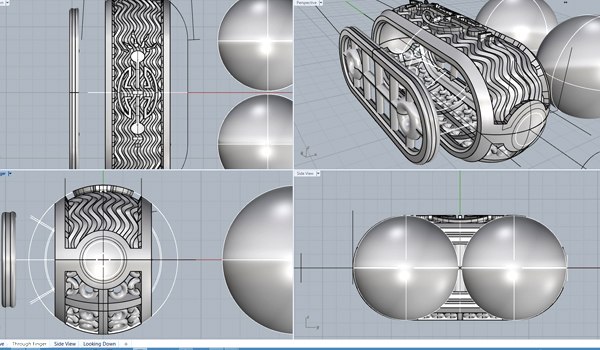
In the design program, in this case Rhino 3D, designers can see the project from different angles. Parts can be adjusted to fit together smoothly, allowing for alternate options and scaling to the clients’ needs.
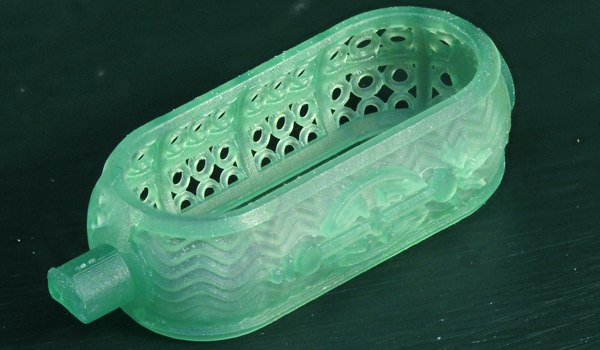
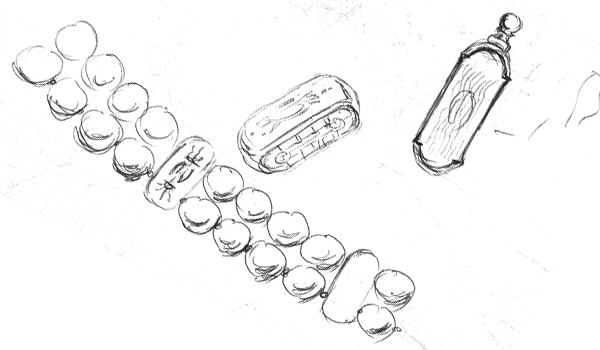
A completed 3D model can be used in two ways. First, the manufacturing of the product, in which the next step would involve calculating CNC information in the CAM program. The second is a render of the model into a lifelike image to show to clients or to market your designs and services. At the bottom of this section, you can see a good example of a rendered image. This is not a photo of the actual product, it’s a virtual necklace, sitting on a virtual black pedestal.